What are the different types of tooling?
What are the different types of tooling available when manufacturing flat strip components?
If just a small batch of components are needed, for example as a ‘prototype sample’ it’s possible to produce these without needing any tooling.
Wire-eroding can produce these with standard tooling utilised to form the parts to the required dimensions. It’s a time-consuming process but it allows us to produce parts for testing without our customers having to invest in production tooling.
When a larger volume of components are required they can be blanked out on tooling and formed in subsequent operations on separate equipment. The cost of tooling is relatively small and will increase the production time in comparison to the previous process.
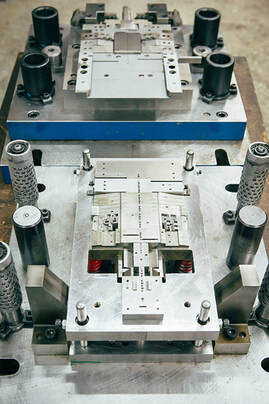
In cases of medium to high volume production, the flat strip component is manufactured complete on a single piece of equipment. This can be achieved through the use of progression tooling.
The developed components are not completely blanked out when producing them on progression and multi-slide tooling. A small section of material is left to carry the part into the subsequent forming stages.
When using progression tools, the material indexed forward to each forming stage. As it progresses through the tool, the component experiences a sequence of forming operations until it’s fully formed. The last stage cuts out the section of material that has carried the component forward.
Although these tools are complicated to design they will produce finished parts at very high speeds resulting in very low unit prices. CAD technology can allow us to design tooling for strip components precisely, and in a cost-effective manner.